GZ系列电磁振动给料机安装和调整
1、安装:
(1)本系列电振机均为悬挂式安装,其中振动器的悬挂吊杆应垂直吊挂,为了减少给料机的横向摆动,给料槽悬挂吊杆应向外张开100布置,四个悬挂吊杆应吊挂在具有足能刚度的结构上,对于大型给料机为了维修和更换料槽方便,应布置移动滑架,悬挂吊杆型式参看附图1。
(2)安装时一般不要折卸安装,安装后的给料机周围应有一定的流动间隙,使给料机处于自由状态。
(3)安装后的给料机横向应水平,以免给料机工作时物料向一侧偏移。
(4)按控制原理图进行接线,并进行接地保护。
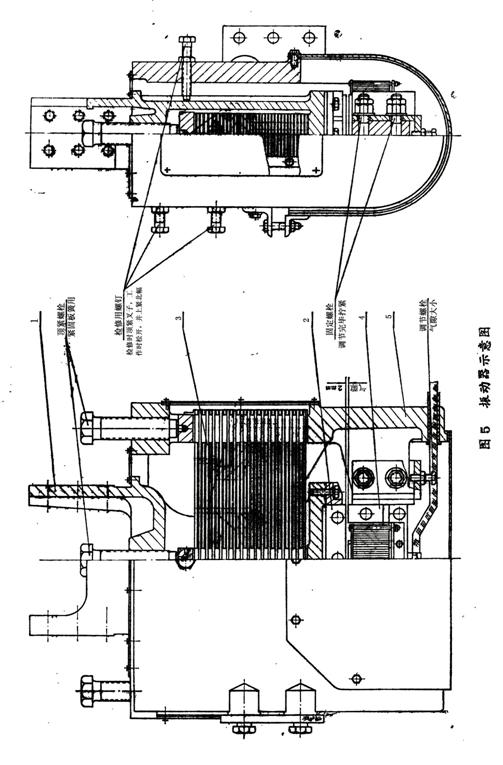
(5)安装完的给料机在试运转前必须松开检修时用的联接叉定位螺栓,然后用螺母锁紧,参看图5。
 2、调整
给料机出厂前已经调试好。经过现场试车各项基本参数确实达不到设计要求时,也应进行一些必要的调试,其步骤如下:
(1)调整铁芯衔铁之间的装配气隙:
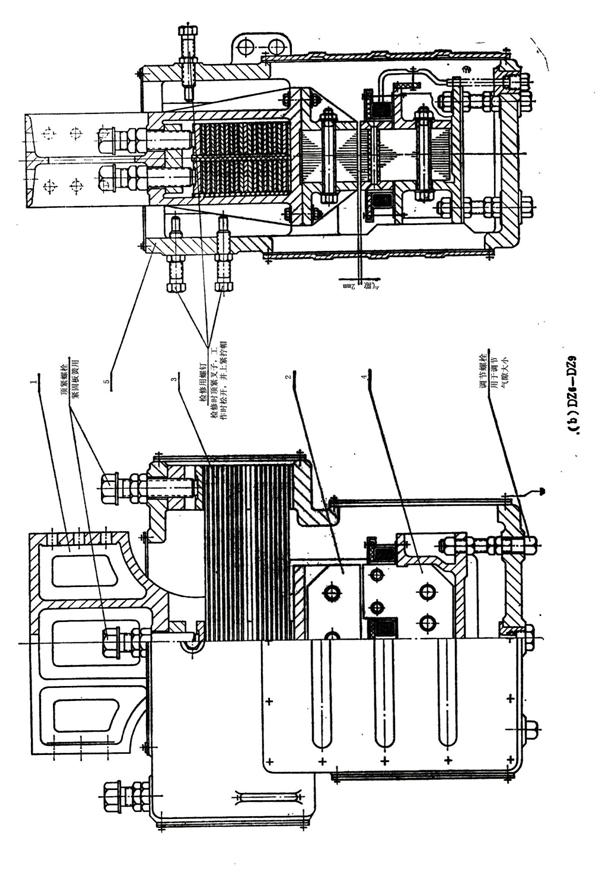
GZ系列电振给料机振动器的设计气隙为2毫米(即铁芯和衔铁的装配间隙),如果装配间隙偏大,将会引起电流的显著增大,以至烧毁线圈,相反,如果气隙偏小,则铁芯和衔铁将容易发生碰撞,造成铁芯和衔铁的损坏。本系列电振给料机装配气隙的调整是用铁芯凸耳的长孔(DZ1~DZ5)或铁芯后部的四个调整螺栓(DZ6~DZ9)来实现的。在调整装配气隙的同时,铁芯和衔铁的两个工作面必须保持平行,调好后再把调整螺栓锁紧。
2、调整
给料机出厂前已经调试好。经过现场试车各项基本参数确实达不到设计要求时,也应进行一些必要的调试,其步骤如下:
(1)调整铁芯衔铁之间的装配气隙:
GZ系列电振给料机振动器的设计气隙为2毫米(即铁芯和衔铁的装配间隙),如果装配间隙偏大,将会引起电流的显著增大,以至烧毁线圈,相反,如果气隙偏小,则铁芯和衔铁将容易发生碰撞,造成铁芯和衔铁的损坏。本系列电振给料机装配气隙的调整是用铁芯凸耳的长孔(DZ1~DZ5)或铁芯后部的四个调整螺栓(DZ6~DZ9)来实现的。在调整装配气隙的同时,铁芯和衔铁的两个工作面必须保持平行,调好后再把调整螺栓锁紧。
(2)弹性系统的调谐:
所谓的调谐就是调整系统的谐振指数。本系列电振机的设计调谐值为0.9,双质体在低临界近共振状态下工作。如果系统的调谐值低于0.9,电流达到额定值时振幅偏小,降低给料机的生产率,如果系统的调谐值低于0.9,特别是接近共振点时,给料机负载后,调谐值继续升高,容易达到超临界状态,也可能远离其振点,引起振幅下降,造成物料输送不稳定或降低给料机的生产率,因此给料机必须进行反复细致的调谐。
本系列电振机的调谐是通过调整板弹簧组的片数来实现的。调谐时,先拧紧板弹簧的顶紧螺栓并松开装配用的连接叉定位螺栓(参看图5),然后接通电源,调节电位器旋钮,逐渐增加电流,同时观察振幅指示牌所示的振幅,如果电流达到额定值时振幅偏小,则应先把板弹簧的顶紧螺栓稍许放松,这时如果振幅增大,电流下降,说明板弹簧组刚度偏大,应适当减少板弹簧片数,如果顶紧板弹簧的螺栓放松之后,振幅更加减小,则说明板弹簧组的刚度偏低,应适当增加板弹簧数,如果初开车,当电流达到额定值时振幅偏大,并超过额定值,则说明板弹簧刚度偏低,亦应适当增加板弹簧片数。
如此反复进行,直至振幅、电流达到额定值为止(当振幅达到额值时电流稍低于额定值亦可)。
1、安装:
(1)本系列电振机均为悬挂式安装,其中振动器的悬挂吊杆应垂直吊挂,为了减少给料机的横向摆动,给料槽悬挂吊杆应向外张开100布置,四个悬挂吊杆应吊挂在具有足能刚度的结构上,对于大型给料机为了维修和更换料槽方便,应布置移动滑架,悬挂吊杆型式参看附图1。
(2)安装时一般不要折卸安装,安装后的给料机周围应有一定的流动间隙,使给料机处于自由状态。
(3)安装后的给料机横向应水平,以免给料机工作时物料向一侧偏移。
(4)按控制原理图进行接线,并进行接地保护。
(5)安装完的给料机在试运转前必须松开检修时用的联接叉定位螺栓,然后用螺母锁紧,参看图5。
2、调整
给料机出厂前已经调试好。经过现场试车各项基本参数确实达不到设计要求时,也应进行一些必要的调试,其步骤如下:
(1)调整铁芯衔铁之间的装配气隙:
GZ系列电振给料机振动器的设计气隙为2毫米(即铁芯和衔铁的装配间隙),如果装配间隙偏大,将会引起电流的显著增大,以至烧毁线圈,相反,如果气隙偏小,则铁芯和衔铁将容易发生碰撞,造成铁芯和衔铁的损坏。本系列电振给料机装配气隙的调整是用铁芯凸耳的长孔(DZ1~DZ5)或铁芯后部的四个调整螺栓(DZ6~DZ9)来实现的。在调整装配气隙的同时,铁芯和衔铁的两个工作面必须保持平行,调好后再把调整螺栓锁紧。
(2)弹性系统的调谐:
所谓的调谐就是调整系统的谐振指数。本系列电振机的设计调谐值为0.9,双质体在低临界近共振状态下工作。如果系统的调谐值低于0.9,电流达到额定值时振幅偏小,降低给料机的生产率,如果系统的调谐值低于0.9,特别是接近共振点时,给料机负载后,调谐值继续升高,容易达到超临界状态,也可能远离其振点,引起振幅下降,造成物料输送不稳定或降低给料机的生产率,因此给料机必须进行反复细致的调谐。
本系列电振机的调谐是通过调整板弹簧组的片数来实现的。调谐时,先拧紧板弹簧的顶紧螺栓并松开装配用的连接叉定位螺栓(参看图5),然后接通电源,调节电位器旋钮,逐渐增加电流,同时观察振幅指示牌所示的振幅,如果电流达到额定值时振幅偏小,则应先把板弹簧的顶紧螺栓稍许放松,这时如果振幅增大,电流下降,说明板弹簧组刚度偏大,应适当减少板弹簧片数,如果顶紧板弹簧的螺栓放松之后,振幅更加减小,则说明板弹簧组的刚度偏低,应适当增加板弹簧数,如果初开车,当电流达到额定值时振幅偏大,并超过额定值,则说明板弹簧刚度偏低,亦应适当增加板弹簧片数。
如此反复进行,直至振幅、电流达到额定值为止(当振幅达到额值时电流稍低于额定值亦可)。